Hello guys , i was setting up the Spindle/VFD section of my cnc router table controller
https://www.automationtechnologiesin...face-breakout/ and one of the transistor smoked out ....
i am trying to find the real reason why it smoked out before ordering a new one , waiting for delivery , reconnecting and burning a second board....
It ran well for every axis steppers , i made the machine move around no problems , i used the VFD control screen , started , stop , rpm control potentiometer everything was fine . I needed to hook up to the Spindle RPM controller section and understand how to set it up and it burned a transistor .... it hurts !
this transistor with the heatsink burnt
![]()
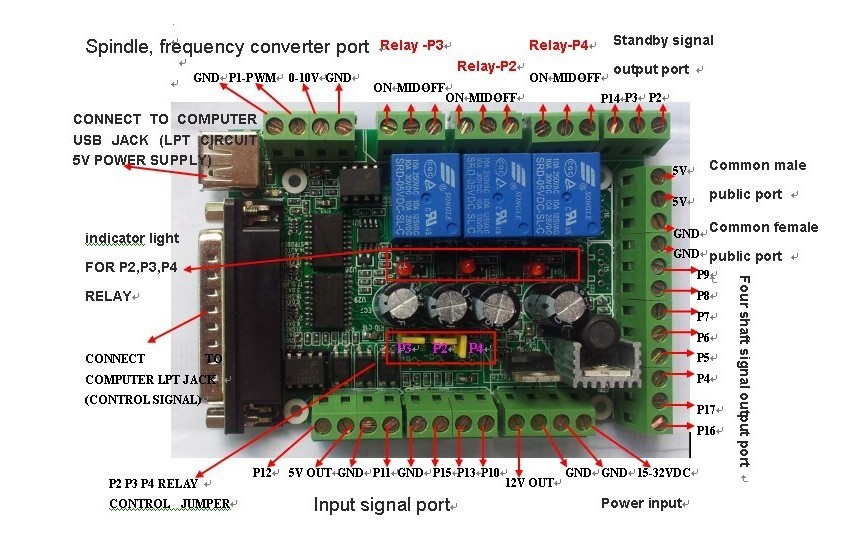
i was really following this pinout plan
![]()
Things i did since the last run
- the twisted wires are there to control solenoid air valves who were not set yet , just hooked them up , 2 common grounds and 2 output pins
- i hooked the VFD 10V output pin "VS" and GND to the 0-10V and GND pins of the Spindle section of the BoB , ive read a lot of things on the web and understood it would have been a isolated power supply for the BoB circuit but i think it would be an error i did ....
- i hooked the BoB P1-PWM pin to the "AI" VFD
- on the BoB i used one relay to bridge the VFD common ground to his "X1" pin to turn it ON/OFF thru Mach3 and selected the F1.08 on the VFD screen and didnt try it yet , it started smell burnt 2-3 minutes after the system got powered up ... i was still into Mach3 config
i am wondering if the grounds pins GND on the BoB and "CM" and "GND" on the VFD were actually hooked up together and was bad but i doubt.
i ran to the machine and cut the power because smoking
disconnected the things i just connected to the BoB
tried to power up the system a few minutes after and it got up to smokey smokey and i see the transistor body is cracked ... really trying to understand what is the reason it smoked and wondering the transistor is on which circuit of the BoB , havent found the full board diagram of the BoB ... removed it from the mounting plate, inspected the underside and nothing looked burnt/scarred
![]()
Some more images of the build
![]()
![]()
![]()
![]()
I have been working on that machine since january , i am really angry of this and hurts !!!
Any ideas ?